Chropowatość powierzchni jest zbiorem bardzo drobnych wzniesień i zagłębień (mikronierówności) występujących na tej powierzchni. Chropowatość powierzchni jest ściśle związana ze sposobem wytwarzania przedmiotów a w szczególności zależy od rodzaju obróbki powierzchni przedmiotów.
Do określenia chropowatości powierzchni używa się najczęściej dwóch parametrów:
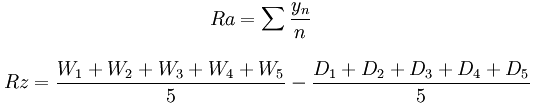
Ra – jest średnie arytmetyczne odchylenie profilu chropowatości od linii średniej
oraz
Rz – Wysokość chropowatości według dziesięciu punktów profilu.
Polska Norma wyróżnia 14 klas chropowatości. Każdej z nich odpowiada zakres chropowatości Ra lub Rz.
| Tabela 1. | ||||||||||||
| Klasy dokładnożci | Klasa chropowatości | Ra | Rz | Rodzaj obróbki | ||||||||
| 14 | 1 | 80 | 320 | zgrubna obróbka skrawaniem | ||||||||
| 13 | 2 | 40 | 160 | zgrubna obróbka skrawaniem | ||||||||
| 12 | 3 | 20 | 80 | dokładna obróbka skrawaniem | ||||||||
| 11 | 4 | 10 | 40 | dokładna obróbka skrawaniem | ||||||||
| 10 | 5 | 5 | 20 | wykańczająca obróbka skrawaniem | ||||||||
| 9 | 6 | 2,5 | 10 | wykańczająca obróbka skrawaniem | ||||||||
| 8 | 7 | 1,25 | 6,3 | szlifowanie zgubne | ||||||||
| 7 | 8 | 0,63 | 3,2 | szlifowanie zgubne | ||||||||
| 6 | 9 | 0,32 | 1,6 | szlifowanie wykańczające | ||||||||
| 5 | 10 | 0,16 | 0,8 | docieranie | ||||||||
| 4 | 11 | 0,08 | 0,4 | docieranie pastą diamentową | ||||||||
| 3 | 12 | 0,04 | 0,2 | gładzenie | ||||||||
| 2 | 13 | 0,02 | 0,1 | polerowanie | ||||||||
| 1 | 14 | 0,01 | 0,05 | polerowanie | ||||||||
| Tabela 2. Przeciętne zakresy i chropowatości szlifowania | ||||||||||||
| Rodzaj obróbki | Klasa dokładności ISO | Chropowatość Ra | ||||||||||
| Szlifowanie średnic zewnętrznych | zgrubne kształtujące wykańczające bardzo dokładne |
7 8-9 7 6 |
2, 5-1, 25 2, 5 1, 25-0, 63 0, 63-0, 32 |
|||||||||
| Szlifowanie otworów | wstępne wykańczające |
8-9 7-8 |
2, 5, 25 1, 25-0, 63 |
|||||||||
| Szlifowanie płaszczyzn | jednozabiegowe wstępne wykańczające bardzo dokładne |
8-9 8-9 8 7 |
2, 5-1, 25 2, 5 1, 25-0, 63 0, 36-0, 32 |
|||||||||
| Tabela 3. Przeciętna dokładność szlifowania wałków – tolerancja na średnicy wałka w mm | ||||||||||||
| Szlifowanie dokładne | Szlifowanie bardzo dokładne | |||||||||||
| Długość wałka, mm | ||||||||||||
| średnica (mm) | do 100 | 100 – 300 | 300 – 600 | 600 – 1200 | do 100 | 100 – 300 | 300 – 600 | 600 – 1200 | ||||
| 0 – 6 | 0,012 | – | – | – | 0,008 | – | – | – | ||||
| 6 – 10 | 0,015 | – | – | – | 0,01 | – | – | – | ||||
| 10 – 18 | 0,018 | 0,02 | – | – | 0,012 | 0,016 | – | – | ||||
| 18 – 30 | 0,02 | 0,025 | 0,03 | 0,035 | 0,015 | 0,018 | 0,02 | – | ||||
| 30 – 50 | 0,025 | 0,025 | 0,035 | 0,04 | 0,018 | 0,02 | 0,022 | 0,025 | ||||
| 50 – 80 | 0,035 | 0,04 | 0,045 | 0,045 | 0,02 | 0,022 | 0,025 | 0,028 | ||||
| 80 – 120 | 0,035 | 0,04 | 0,045 | 0,045 | 0,025 | 0,025 | 0,028 | 0,03 | ||||
| 120 – 180 | 0,04 | 0,045 | 0,045 | 0,045 | 0,045 | 0,03 | 0,03 | 0,03 | ||||
| 180 – 260 | 0,04 | 0,045 | 0,045 | 0,045 | 0,03 | 0,03 | 0,03 | 0,03 | ||||
| 260 – 360 | 0,04 | 0,045 | 0,045 | 0,045 | 0,035 | 0,035 | 0,035 | 0,035 | ||||