
Na tytanie i jego stopach samorzutnie tworzy się zwarta i jednorodna warstwa tlenku, charakteryzująca się niskim przewodnictwem elektrycznym, termodynamiczną stabilnością, i słabą tendencją do przechodzenia w stan jonowy. Zapewnia ona wysoką odporność na korozję, a jej grubość nie przekracza 10nm.
Anodowanie jest procesem elektrochemicznym, stosowanym do powierzchniowej obróbki metali. W procesie tym przedmiot w odpowiedniej kąpieli elektrolitycznej spełnia funkcję anody. Podczas reakcji elektrolizy, przepływ prądu rozbija cząsteczki wody na wodór i tlen, który następnie tworzy warstwę tlenku na powierzchni anody. Powłoka powstaje stopniowo a jej grubość zależy od przyłożonego napięcia.
Anodowanie przeprowadza się w celu:
- Ochrony przed korozją i zużyciem,
- Zwiększenia odporności na ścieranie,
- Utworzenia ozdobnej kolorowej powłoki na powierzchni anodowanego przedmiotu,
- Utworzenia podkładu dla warstw farby lub powłoki organicznej,
- Utworzenia warstwy ochronnej – powłoki np. bariera termiczna.
Nie wszystkie utworzone w procesie anodowania powłoki są takie same. Proces anodowania tytanu w celu uzyskania kolorów jest inny niż anodowanie tytanu w celu poprawienia właściwości mechanicznych.
Przemysł medyczny i jubilerski wykorzystuje kolory powstające podczas anodowania tytanu do identyfikacji produktów i w celu poprawienia estetyki produktów. Przemysł lotniczy, wojskowy i narzędziowy wykorzystuje anodowanie by poprawić właściwości mechaniczne i fizyczne powierzchni tytanu.

Normy dotyczące anodowania tytanu:
AMS 2488 – anodowanie tego typu przebiega w elektrolicie, który ma wartość pH większą niż 13.
Anodowanie w zasadach wytwarza grubszą warstwę tlenku i może być określone jako powłoka do „ciężkich zastosowań” – przeciwdziała zużyciu i zacieraniu.
Norma wyróżnia dwa typy anodowania tytanu – typ I i typ II
- Typ I – Jako powłoka dla materiałów do formowania w podwyższonej temperaturze.
- Typ II – anodowanie stosowane jako powłoka ochronna przeciw zacieraniu do stosowania bez dodatkowego smarowania lub jako warstwa powierzchniowa dla poprawy przywierania smarów.
Anodowanie typu II nie jest wielobarwne – powierzchnia staje się ciemnoszara po anodowaniu.Ten typ anodowania może pozostawić naloty, które muszą być usunięte mechanicznie.
AMS 2487 – ta norma anodowania tytanu określa właściwości powłoki tlenku i wymogi jakości procesu elektrochemicznego, dla roztworów elektrolitu nie przekraczających 12,4 pH. Ten zakres pH dotyczy roztworów kwasów i neutralnych soli. Powłoki wytworzone w ten sposób są klasyfikowane jako odporne na ścieranie.
Warstwy anodowe mogą też być klasyfikowane w zależności od działania elektrolitu. Warstwy powstające w roztworach kwasu siarkowego lub chromowego są porowate. Kwas fosforowy ma jeszcze większe działanie rozpuszczające, w wyniku czego powstała warstwa tlenku charakteryzuje się jeszcze większym stopniem porowatości; Powstała w wyniku tego procesu warstwa stosowana jest w przypadku łączenia (klejenia) tytanu do innych metali. Mniej agresywne elektrolity, takie jak kwas winowy, winian amonu, kwas borowy, związki boranowe, kwas cytrynowy, etc., w niewielkim stopniu atakują powstającą warstwę tlenku. Warstwy te są zasadniczo nieporowate i cienkie i tworzą powłoki typu bariera. Powtarzalne właściwości uzyskuje się tylko wówczas, gdy grubość warstwy jest mierzona, a parametry osadzania są utrzymywane na stałym poziomie.

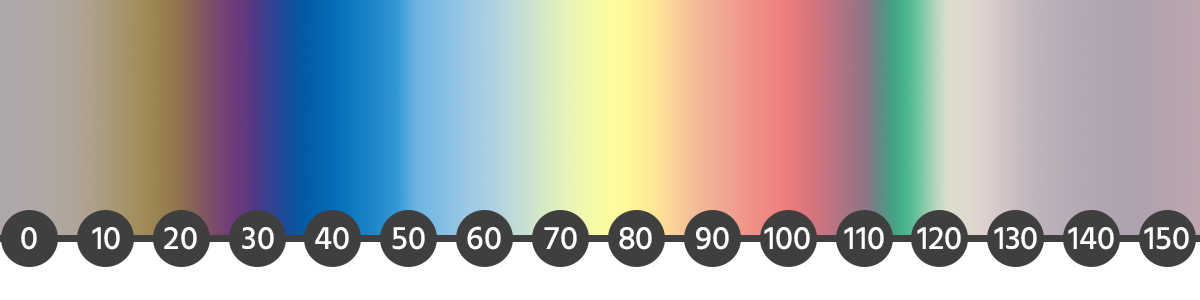
Anodowania w celu wytworzenia na powierzchni kolorowej warstwy tlenku
Kolor powstaje w wyniku interferencji przechodzących przez warstwę powierzchniową tlenku tytanu fal świetlnych. Kolory utworzone na częściach tytanowych po anodowaniu nazywane są kolorami zakłóceń. Zwiększając napięcie anodowania, a tym samym zwiększając grubości warstwy anodowej, współczynnik załamania ośrodka zmniejsza się. Od grubości warstwy tlenku zależy jaki powstanie kolor.
Schemat ogniwa elektrochemicznego do anodowania tytanu
Przed rozpoczęciem anodowania w celu wytworzenia na powierzchni kolorowej warstwy tlenku należy w jak największym stopniu, zakończyć obróbkę mechaniczną elementu. Warstwa, która jest odpowiedzialna za kolor (anodowana) jest stosunkowo cienka i łatwo ją usunąć w sposób niezamierzony w procesach takich jak szlifowanie i polerowanie. Wykończenie powierzchni metalu będzie miało wpływ na sposób odbijania światła. Matowe wykończenie powierzchni spowoduje, że kolory będą nieco mniej jasne, ale na odcień koloru nie będzie miał wpływu kąt widzenia, ponieważ nierówna powierzchnia bardziej rozprasza promienie świetlne. Wypolerowanie powierzchni zapewni jaśniejszą i bardziej wyrazistą barwę, ale zmiana kąta widzenia wpłynie na sposób postrzegania barwy. Przed rozpoczęciem procesu anodowania należy upewnić się, że materiał jest czysty – wolny od kurzu, brudu, olejów i innych zanieczyszczeń mogących zakłócać proces anodowania.
Uwaga: Woda wodociągowa prawie zawsze zawiera minerały, które mogą powodować defekty w tworzącej się na powierzchni metalu warstwie tlenku.
Ponieważ w procesie anodowania natężenie nie jest zbyt duże, ważne jest to, aby pole powierzchni katody było równe lub większe od pola powierzchni obrabianego detalu. Jeśli jest to możliwe, katoda powinna otaczać wnętrze pojemnika a tym samym otaczać anodowany element. Należy umieścić plastikowe siatki ochronne między katodą a powierzchnią pojemnika, gdzie obrabiany detal będzie zanurzony.
Efekt tęczy
Aby utworzyć efekt tęczy, zanurz obrabiany element w wannie. Zwiększając napięcie będzie zmieniał się kolor zanurzonego w kąpieli galwanicznej elementu. Powoli wyciągaj obrabiany element z kąpieli jednocześnie zwiększając napięcie.
Tworzenie wielu jednolitych kolorów.
Tworzenie wielu wyraźnie odcinających się kolorów na jednym detalu wymaga użycia taśmy podczas anodowania. Powoduje ona, że roztwór elektrolitu nie reaguje z zaklejoną powierzchnią podczas gdy anodowane są inne obszary. Zacznij od anodowania powierzchni, które wymagają najwyższego napięcia. Gdy osiągniesz pożądany kolor przy określonym napięciu, zmniejsz napięcie, odklej zasłoniętą powierzchnię – przygotowaną na kolejny kolor i zanurz w kąpieli. Obniżone napięcie nie będzie miało żadnego wpływu na kolor uzyskany przy wyższym napięciu.

Pozostałe wpisy

Nikiel a zielona rewolucja energetyczna
Mimo że zdecydowana większość globalnego wydobycia niklu, bo aż ok. 80%, wykorzystywana jest do wytwarzania stali, metal ten jest także niezbędnym ogniwem dla zielonej energetycznej rewolucji i pozyskiwania eko energii na miarę XXI wieku.

Normy i standardy materiałowe
Wszystkie produkty z metali nieżelaznych w ofercie naszej firmy są wykonane według określonych norm. Doprecyzowane standardy techniczne są gwarancją jednorodności stosowanych materiałów, co przekłada się na właściwości konstrukcji.

Zrównoważone technologie środowiskowe a metalurgia
Idea zrównoważonego rozwoju jest coraz szerzej uwzględniana w rozwoju gospodarczym i działaniu firm z wielu sektorów przemysłu. Nacisk na ochronę środowiska i konieczność wprowadzenia zmian podnoszone są już nie tylko przez aktywistów środowiskowych. Świadomość...